Разработана технология скоростной лазерной сварки волоконным лазером горячекатаных сталей с устранением разбрызгивания
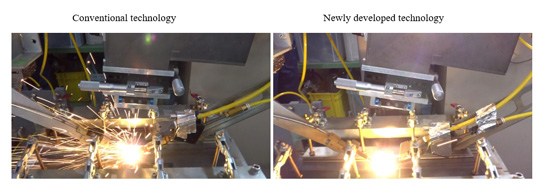
Mitsubishi Electric (Токио, Япония) и её дочерняя компания Tada Electric совместно разрабатывают новую технологию лазерной сварки волоконным лазером, которая сокращает образование брызг на 95% и более (по сравнению с традиционной технологией сварки горячекатаной стали) – см. рисунок.
Примечание: горячекатаная сталь отличается повышенным содержанием растворённых в металле газов и неметаллических включений, что вызывает повышенное образование брызг при сварке, особенно при сварке лучевыми способами с высококонцентрированными пучками, в т.ч. волоконными лазерами.
а б
Рисунок: Визуальное сравнение разбрызгивания при лазерной сварке
волоконным лазером по традиционной (а) и новой (б) технологии
Повышенное разбрызгивание при сварке волоконными лазерами горячекатаных сталей в автомобильной и электротехнической промышленности по традиционной технологии, как правило, снижает качество и скорость сварки.
При лазерной сварке в зоне облучения лазерным лучом образуется отверстие (парогазовый канал) для глубокого проникновения в расплавленный металл сварочной ванны. Мощность лазера может быть повышена для более глубокого проникновения, но это может привести к повышенному разбрызгиванию.
Компании Mitsubishi Electric и Tada Electric, изучив процесс образования расплавленного металла в сварочной ванне в различных условиях сварки и проведя более 10 000 экспериментов с высокоскоростной камерой, обнаружили, что разбрызгивание может быть сильно подавлено при облучении маломощным лазерным лучом вокруг мощного луча.
Позже, используя недавно разработанную оптическую пучкообразующую систему, установленную на выходном конце оптического волокна, низкоэнергетический лазер одновременно облучал вокруг пучка мощного лазера, сфокусированного на той же точке. Испытание мощного 10 кВт-го волоконного лазера подтвердило, что разбрызгивание может быть уменьшено больше чем на 95%, по сравнению с обычной сварочной системой, на одной и той же скорости сварки.
В процессе сварки с традиционной оптической схемой повышенное разбрызгивание заставляет снижать скорость, чтобы обеспечить нужное качество сварных швов. Однако, использование новой технологии позволит в полной мере использовать преимущества высокой мощности лазера и скорости сварки для повышения эффективности процесса.
В тесте с использованием SPHC горячекатаной стали толщиной 4,5 мм – скорость сварки была в два раза выше, чем при традиционном процессе. Ожидается, что новая технология будет внедрена в сварочном производстве в 2019 году.
Для получения более подробной информации см.: www.mitsubishielectric.com
Отправить ответ
Оставьте первый комментарий!
Вы должны быть зарегистрированы чтобы оставить комментарий
Вы должны быть зарегистрированы чтобы оставить комментарий